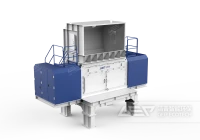
在工业固废处理领域,吨包袋(如塑料编织袋、化工原料包装袋等)的处置一直是资源回收的难点。传统人工拆解效率低下,普通破碎设备易发生物料缠绕,且存在残留物污染风险。郑州洁普环保推出的新型GSS平推细碎机,凭借其精细控制出料、快速破碎和智能分选等核心优势,正成为吨包袋快捷破碎与资源化回收的标杆设备。
一、废旧吨包袋回收的难题与价值
吨包袋广泛应用于化工、建材、食品等行业,其材质多为聚丙烯(PP)或聚乙烯(PE),具有高强度、耐腐蚀特性,回收价值高。然而,传统处置方式面临诸多挑战:
人工拆解耗时耗力,成本高昂;
普通破碎机易因塑料纤维特性导致刀辊缠绕,影响设备稳定运行与寿命;
此外,袋内残留的化工粉末或颗粒物若处置不当,存在环境污染风险。
实现吨包袋的高产、清洁破碎,是将其转化为高价值再生原料的关键一步。

二、洁普新破碎工艺核心优势:专为吨包袋细碎而设计
洁普GSS细碎机针对吨包袋特性进行了专项优化:
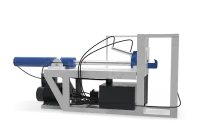
精细控粒:采用可调式筛网设计,能确保出料粒径稳定控制在30-80mm的理想范围内。该粒度既便于后续工序的风选、磁选工艺分离杂质,也直接满足再生塑料颗粒加工的入料要求,提升了整体回收链条的效率。
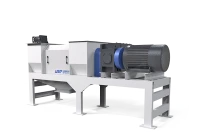
高产防缠:设备采用动态刀辊调节技术,刀片间距与转速可自动适应物料特性,有效避免PP/PE纤维缠绕刀轴。在实际应用中,破碎效率较传统设备提升明显,同时能耗更低。
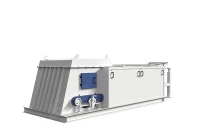
环保密闭:封闭式机身结构配合负压除尘系统,确保破碎过程中的粉尘得到有效收集,排放符合国家环保标准,实现清洁生产。

三、应用场景与成功案例:从废料到高价值产品的转化
典型的吨包袋资源化工艺为:吨包袋经平推细碎机破碎后,通过风选机去除残留的轻质杂质,再经磁选机分离可能混杂的金属碎片,最后得到纯净度高的塑料片/颗粒。这些再生料可重新用于生产包装袋、塑料制品等,形成“生产-使用-回收-再生”的绿色闭环。
成功案例:在郑州某大型物流中心,洁普平推细碎机实现了日均50吨吨包袋的处理能力,出料粒度稳定达标。经配套分选系统处理后,金属回收率提升明显,最后产出的塑料颗粒纯度高很高。该项目不仅显著降低了固废处置费用,更通过销售高品质再生颗粒获得了可观收益,实现了经济与环境效益的双赢。
四、洁普环保:提供成套的资源化解决方案
洁普环保不仅提供核心设备,更拥有150余项国家专利技术支撑。其自主研发的“柔性破碎技术” 能有效避免硬质金属杂质破碎时因过热氧化而损坏设备,进一步延长了刀具寿命。基于深厚的技术积累和丰富的行业经验,洁普能为客户提供从工艺设计、设备选型到安装调试的定制化解决方案,确保项目成功落地。
吨包袋的快捷破碎与高值化利用,是工业固废资源化的重要环节。郑州洁普环保的新型GSS平推细碎机,以精细控制出料、高产防缠、智能适应及环保设计等优势,为企业破解处置难题、挖掘“城市矿产”提供了强大支持。选择洁普,即是选择了一位可靠的技术合作伙伴,共同迈向可持续发展的绿色未来。
服务热线:135 2352 0715
官方网站:https://www.gephb.com
立即联系我们,开启绿色合作之旅!