目前,国内水泥窑协同处置城市生活垃圾技术主要分为两大类:分选技术和焚烧(气化)技术。
分选技术的核心是在原生垃圾产生地或靠近原生垃圾产生地的水泥工厂内,建设全封闭的生活垃圾预分选处理中心,使生活垃圾得到破碎、干化,机械分选出衍生燃料和适应于水泥生产的替代原料,然后将这些产物送至水泥厂,在生产水泥的同时,把这些垃圾衍生原、燃料一并消纳烧尽。垃圾衍生燃料燃烧时所产生的热能直接用于水泥的煅烧,节省部分燃煤;替代原料用于替代水泥生产的部分原料。
焚烧(气化)技术的核心是采用一种“离线式”的外挂炉将生活垃圾处理成热烟气和炉渣,然后分别将其送入分解炉和配料系统中,这样可以尽可能的降低协同处置生活垃圾对窑线生产带来的影响。

分选技术
处置方式:机械生物法+分解炉
工艺流程:生活垃圾需进行分选、破碎等前处理工序后,将可燃组分制备成RDF(垃圾衍生替代燃料),直接投入分解炉焚烧处置,工艺较为复杂。
资源利用程度:资源化程度高:将生活垃圾分为可燃组分和不可燃组分,其中可燃组分进入分解炉作为替代燃料使用;不可燃组分进入原料磨作为水泥生产原料。
燃烧过程:基本在分解炉内燃烧,部分大颗粒半焦可在C5燃烧,因RDF着火速率快,局部有高温区。
燃烧温度:分解炉内燃烧,燃烧点靠近三次风进口端,燃烧温度在850~1150℃。
燃烧时间:固体:分解炉内7~15s;气体:~3s。
对可燃废弃物的适应性:对RDF预处理制备粒度有要求,部分大颗粒或难燃物处置有后燃烧现象。
对窑系统的影响:粒度影响燃烧效果,有爆燃现象影响分解炉稳定。
运行稳定性:有预处理制备工序,废弃物炉内停留时间短,容易发生不完全燃烧情况。
环保指标:水泥窑温度高达900℃甚至1900℃,二噁英控制效果好。
占地面积:厂房占地面积小。
能耗:降低系统煤耗电耗增大。
管理维护:维修控制要求少。
总投资:投资较低。
焚烧(气化)技术
一、机械炉排炉
处置方式:炉排炉+分解炉
工艺流程:无需对生活垃圾进行分选、破碎等前处理工序,垃圾直接经行车抓斗输送到炉排炉里燃烧,燃烧后的高温烟气(约850℃)送入分解炉内供热;炉排炉炉渣经除铁器分离出金属后输送到原料配料站参与配料。
资源利用程度:资源化程度高:生活垃圾在炉排炉内焚烧产生的高温烟气进入分解炉替代部分燃料;焚烧产生的炉渣作为水泥生产原料利用。
燃烧过程:整个燃烧过程发生在炉排炉内,最大程度上减少废弃物燃烧对分解炉产生的冲击。
燃烧温度:炉排炉内:900℃~1500℃分解炉内:850~1150℃。
燃烧时间:固体:在炉排上停留时间为1.5h~2.5h。气体:炉排炉850℃以上区间停留时间≥2s,在高温管道中停留时间≥6s(温度≥850℃),在窑尾分解炉中停留时间≥4s(温度 ≥880℃)。
对可燃废弃物的适应性:适应范围广,对各种形状(块状、粒状、团状或膏状;轻质或重质;难燃或易燃)的废弃物都适用。
对窑系统的影响:影响甚微。
运行稳定性:炉排炉在垃圾发电行业应用广泛,技术已非常成熟,可连续运用10月以上,故障率低。中国垃圾成分复杂,不同地域差异大,炉排炉均能“通吃”,在不掺烧的情况下将炉膛温度稳定在900℃以上,垃圾燃烧较彻底。
环保指标:炉排炉温度一般控制在900℃以上,通过高温烟道时间约6s;进入分解炉后,可继续在880℃以上环境中停留6s,温度及停留时间显著优于单独单一焚烧炉排炉系统,能更有效地控制二噁英。
占地面积:厂房占地面积小。
能耗:低系统煤耗电耗增大。
管理维护:维修控制要求少。
总投资:投资高。
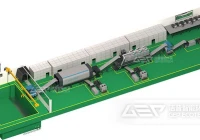
二、流化床气化炉
处置方式:气化炉+分解炉机
工艺流程:垃圾需经破碎等工序后,输送至流化床气化炉中气化焚烧,形成可燃性气体送往分解炉内进一步焚烧;排出的炉渣和流化砂通过流化砂分级装置进行分离,流化砂重新入炉使用,废渣经金属分离器分离出铁和铝后作为水泥原料进行配料。
资源化程度:资源化程度高:生活垃圾在流化床气化炉气化产生可燃气体进入分解炉替代部分燃料;气化炉产生的炉渣作为水泥生产原料利用。
燃烧过程:整个燃烧过程发生在气化炉内,最大程度上减少废弃物燃烧对分解炉产生的冲击。
燃烧温度:气化炉内:500~550℃分解炉内:850~1150℃。
燃烧时间:固体:几分钟到十几分钟气体:3~5秒。
对可燃废弃物的适应性:适应范围较小,适用于散状、轻质、易燃的废弃物。
对窑系统的影响:影响不大。
运行稳定性:流化床炉目前在垃圾发电行业应用较少,炉墙及风帽等磨损大,运行故障率高。炉型对入炉垃圾粒度要求高,垃圾需破碎才可入炉燃烧,破碎机检修频率高,同时排出的炉渣和流化砂分离难度大。
环保指标:炉内可脱酸性气体,炉渣热灼减率小于l%。炉温一般在500℃以上,二噁英在此温度下不能分解,只能借助窑线处理。
占地面积:厂房占地面积较大。
能耗:低系统煤耗电耗增大。
管理维护:管道磨损大,维修控制要求高。
总投资:投资高。
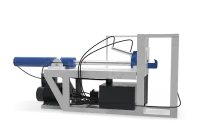
三、热盘炉
处置方式:机械生物法+热盘炉+分解炉
工艺流程:垃圾经破碎、储存、好氧发酵、挤压脱水后由管型皮带机喂入热盘炉,在圆盘上燃烧;卸出的残渣向下落入窑尾,细小的飞灰和生料则随高温烟气进入分解炉。
资源利用程度:资源化程度高:生活垃圾在热盘炉内燃烧产生的高温烟气和炉渣,然后一起进入分解炉,高温烟气替代部分燃料;炉渣直接和分解炉内物料混合进入回转窑。
燃烧过程:整个燃烧过程发生在热盘炉内,一定程度上减少废弃物燃烧对分解炉产生的冲击。
燃烧温度:热盘炉内:1050℃分解炉内:850~1150℃。
燃烧时间:固体:3到45分钟气体:大于5秒。
对可燃废弃物的适应性:适应范围小,需预处理工序。
对窑系统的影响:影响不大。
运行稳定性:预处理工序复杂,机械设备多,故障率高,对于处理混合垃圾的能力还有待进一步验证。
环保指标:热盘炉温度超过900℃,二噁英控制效果好。
占地面积:厂房占地面积较大。
能耗:低系统煤耗电耗增大。
管理维护:机械设备多,维修控制要求高。
总投资:投资较高。
关于洁普智能环保
洁普智能环保是国内生活垃圾资源化领域的代表厂家,提供生活垃圾资源化系统解决方案,我们针对水泥窑协同处置生活垃圾,提供经过优化的系统预处理方案,助力水泥企业降低单位能耗和风险,实现长期稳定运行。