废旧轮胎热裂解是在无氧或缺氧的高温环境下,将轮胎中的高分子聚合物分解为低分子化合物的过程。轮胎主要由橡胶、炭黑、钢丝以及一些添加剂组成。在热裂解过程中,橡胶分子链断裂,转化为燃料油、可燃气体和炭黑等产物。其中,燃料油可作为能源应用于工业和交通领域;可燃气体主要成分包括甲烷、乙烷、丙烷等,可用于供热或发电;炭黑则具有广泛的工业用途,如橡胶制品补强剂、油墨颜料等。

热裂解工艺流程
- 预处理:首先对废旧轮胎进行清洗,去除表面的泥土、砂石等杂质,然后进行破碎处理,将轮胎切割成较小的块状,以便后续热裂解反应更均匀地进行。破碎后的轮胎颗粒尺寸一般控制在几厘米左右。
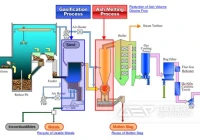
- 热裂解反应:经过预处理的轮胎颗粒被送入热裂解反应器中,在隔绝空气的条件下,逐渐升温至400 - 600℃。随着温度升高,轮胎中的橡胶开始分解,依次产生不同沸点的产物。较轻的组分先挥发出来,经冷凝系统冷却后收集为燃料油;较重的组分继续裂解,最终剩余的固体产物为炭黑,反应器底部还会残留少量的钢丝。
- 产物分离与精制:从反应器出来的油气混合物先经过冷凝装置,将大部分可冷凝的燃料油分离出来。未冷凝的可燃气体经过净化处理,去除其中的硫化氢、焦油等杂质后,可作为燃料气回用于热裂解反应过程,为系统提供热量,实现能量的自给自足。分离出的燃料油通常还需要进一步精制,通过蒸馏、加氢等工艺提高油品质量,使其符合相关标准。
热裂解工艺的优势
- 环保效益显著:相较于传统的废旧轮胎填埋或焚烧处理方式,热裂解工艺大大减少了对环境的污染。填埋废旧轮胎不仅占用大量土地资源,而且轮胎中的有害物质可能会渗出,污染土壤和地下水。焚烧则会产生大量有害气体,如二氧化硫、氮氧化物、二噁英等,对大气环境造成严重危害。热裂解工艺将废旧轮胎转化为有价值的资源,实现了废弃物的减量化、无害化和资源化利用。
- 资源回收利用程度高:热裂解过程能够将废旧轮胎中的橡胶、炭黑和钢丝等主要成分进行有效分离和回收利用。燃料油可替代传统化石燃料,减少对石油资源的依赖;高品质炭黑可用于橡胶、塑料、油墨等行业,降低了对原生炭黑的需求;回收的钢丝也可重新回炉冶炼,实现资源的循环利用。
- 经济效益可观:随着资源回收市场的发展,废旧轮胎热裂解产物具有较高的市场价值。通过规模化生产,热裂解企业可以从销售燃料油、炭黑和钢丝等产品中获得可观的经济效益。此外,利用热裂解过程中产生的可燃气体为自身供热,降低了能源消耗成本,进一步提高了企业的盈利能力。